MINI SMD fireelement analog pyroelektrisk infrarød sensor
Kunder i henhold til typen tinnpasta som brukes, rimelig justering av sveiseprosessen, for eksempel høy temperatur tinnpasta, er den anbefalte temperaturen justert til ca 260 grader C, slik at tinnpastaen smelter helt, for å sikre at MINI SMD Four Element Analog Pyroelectric Infrared Sensor og PCB plate sveising godt. (* Det anbefales at kunden fullfører PCB-platen silke-skjermpasta, det tilsvarende sensormonterte posisjonssenteret for å øke prosessen med prikking av rødt lim, kan forbedre nøyaktigheten til sveiseposisjonen for tilbakeslagssveising)
Modell:PD-PIR-4021LA
Send forespørsel
MINI SMD fireelement analog pyroelektrisk infrarød sensor
|
Features of MINI SMD fireelement analog pyroelektrisk infrarød sensor SMD-monteringsprosess for reflow-sveising Analog signalbehandling Lavspenning, mikrostrømforbruk Ideell for ultratynne produktdesigner Sterkere anti-jamming evner
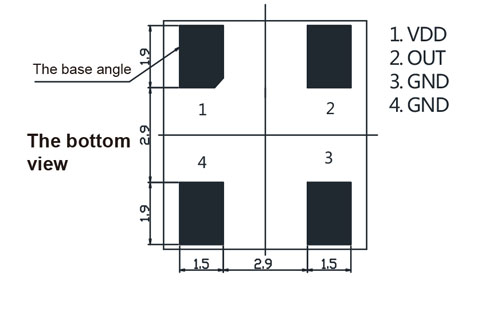
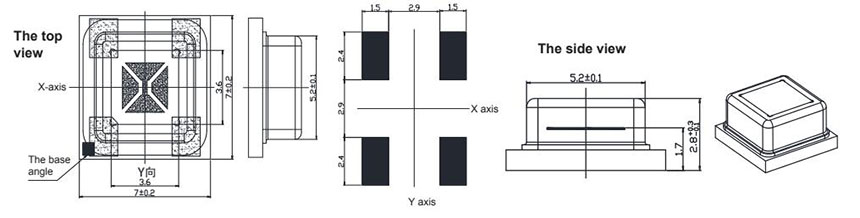
Produkt og anbefalt padstørrelsesdiagram
|
Application of MINI SMD fireelement analog pyroelektrisk infrarød sensor Infrarød bevegelsesdeteksjon Internett av ting Bærbar enhet Smarte husholdningsapparater: TVer, klimaanlegg, digitale kameraer, datamaskiner Automatisk lysbryter: smarthus, smarte lamper Sikkerhet, tyverisikringsutstyr LCD-skjerm Luftrenser Nettverksovervåkingssystem, etc. Annen |
Produktemballasje og identifikasjon
Skjematisk diagram over produktbåndemballasje
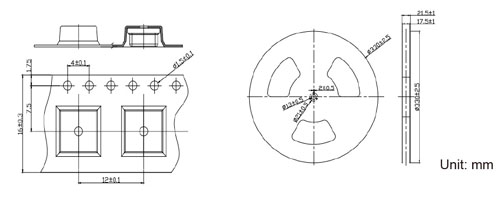
1) Standardmengden av hvert produkt er 1000 stk.
2) Hvert produkt strikkes mot urviseren, og fôringshullet er på venstre side av brukeren.
3) Etiketten som er festet til hvert produkt, viser tydelig modell, produktmengde, produksjonsdato osv.
4) En grønn ROHS-etikett er festet til hvert produkt.
Grunnleggende parametere for sensoren
Eventuelle arbeidsforhold som overskrider den nominelle verdien i tabellen nedenfor, kan forårsake permanent skade eller svikt på enheten.
Langvarig bruk nær enhetens nominelle verdi kan påvirke sensorens levetid og pålitelighet.
|
Parameter |
Symbol |
Min |
Maks |
Enhet |
Merk |
|
Driftstemperatur |
TIL T |
-30 |
70 |
℃ |
|
|
Spenning |
VDD |
3 |
10 |
V |
|
|
Visningsvinkel |
θ |
X = 110 ° |
Y = 90 ° |
° |
Synsfelt er teoretisk verdi |
|
Lager temperatur |
TST |
-40 |
80 |
℃ |
|
|
Deteksjonsbølgelengde |
λ |
5 |
14 |
μm |
|
|
Infrarøde mottakselektroder |
|
2 * 1 |
|
2elementer |
|
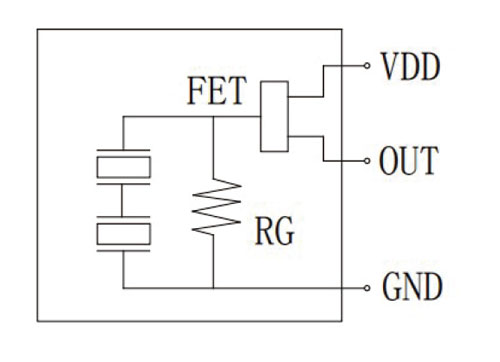
Tilsvarende kretsskjema
MINI SMD fireelement analog pyroelektrisk infrarød sensor welding conditions and precautions
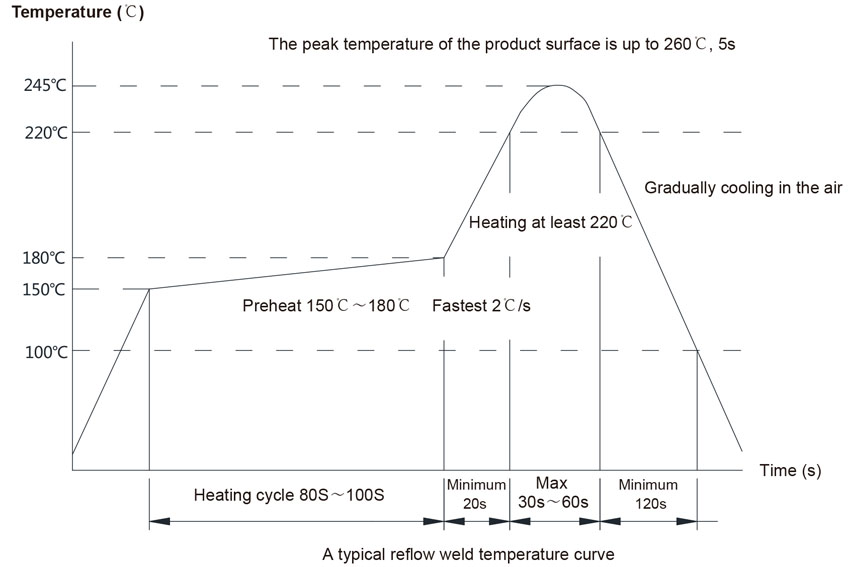
1.Vennligst se temperaturkurven vist i figuren nedenfor for loddeprosessen. Det anbefales å stille inn forvarmingssonen, innstillingen av varmesonen, sonen for høyeste temperatur og kjølesonen.
2.Hvis du bruker manuell lodding for å lodde PIR-putene, kan du bruke varmforvitret tinn fra baksiden av PIR-monteringsbrettet for å fullføre loddingen innen 3 sekunder. Når manuell sveising brukes, siden sveisetemperaturen er ukontrollerbar, kan ytelsen til sensoren reduseres på grunn av over temperatur. Prøv å unngå manuell sveising.
3.Det anbefales at brukere prøver å bruke den anbefalte padstørrelsen i spesifikasjonen når de designer sensorstørrelsen.
4.Forholdsregler for sveiseprosessen.
1) Ikke berør produktputen med bare hender før du sveiser produktet, da dette kan føre til dårlig sveising av produktet.
2) Hvis mengden av utskrift av loddetinnpasta ikke er konsistent eller den ene siden av putens oksidasjon, kan føre til sveising på begge sider av puten, tinhastigheten er ikke konsistent, noe som resulterer i at produktets sveiseprosess gir en "standstone" -effekt, og til og med produktet etter sveising for å unnslippe sveiseområdet.
3) Hvis lokal puteoksidasjon vil forårsake lokal tinnfeil, noe som resulterer i at sensorens ytelse ikke fungerer som den skal.
4) Kunder i henhold til hvilken type tinnpasta som brukes, rimelig justering av sveiseprosessen, for eksempel høy temperatur tinnpasta, er den anbefalte temperaturen justert til ca 260 grader C, slik at tinnpastaen smelter helt, for å sikre at produktet og PCB plate sveising godt. (* Det anbefales at kunden fullfører PCB-platen silke-skjermpasta, det tilsvarende sensormonterte posisjonssenteret for å øke prosessen med prikking av rødt lim, kan forbedre nøyaktigheten til sveiseposisjonen for tilbakeslagssveising)
5) Ikke sveis sveising eller gjentatt oppvarming av maskinen på nytt, ellers vil det alvorlig påvirke sensorenes levetid og ytelse;
6) Ikke bruk etsende kjemikalier før og etter produktsveising for å rengjøre eller tørke det optiske filteret på sensorvinduhetten (vannfri etanol anbefales til rengjøring eller tørking), da dette kan føre til at sensoren svikter.
7) Etter at sensorproduktet er ferdig med tilbakeslagssveising, ikke trykk på filteret, ellers vil det føre til at filteret synker, må plasseres mer enn 2H for testing eller bruk.
8) Unngå å berøre produktfilteret og sveiseterminalene med metallplater eller bare hender.
9) Operatøren skal ha et antistatisk armbånd når han tar sensoren.
10) Følg spesifikasjonene til produktets sveiseføtter for montering av sveising, ellers vil ikke sensoren fungere.